Meta为AR/VR光学元件工艺提出利用具有垂直Y轴的金刚石车削机的多轴运动

切割
(映维网 2021年12月06日)模制塑料光学元件,特别是变形和自由形式元件,几乎完全依赖于模具和母版的单点金刚石车削。由于金刚石车削是一个确定性过程,它可以将机械和光机特性集成到相同的加工操作中,并保证与光学表面对齐。随着慢速刀具伺服(STS)和快速刀具伺服(FTS)加工工艺的出现,金刚石车削非旋转对称光学表面和其他特征成为可能。
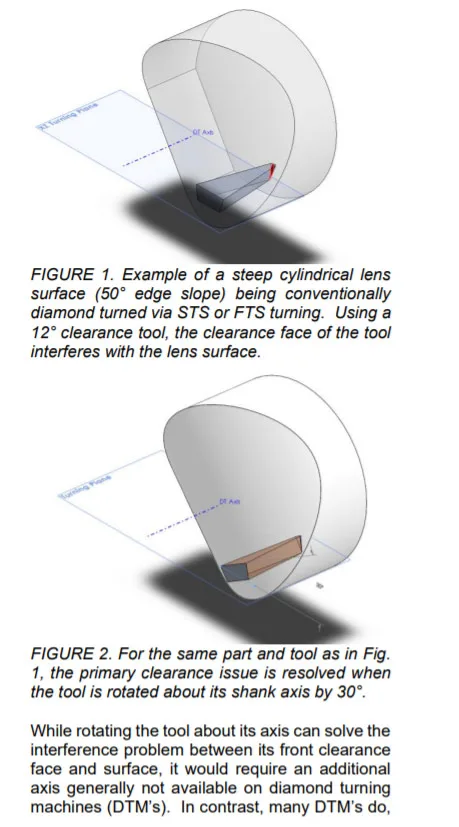
然而,当表面在方位(旋转)方向变得陡峭时,STS和FTS都受到刀具间隙的限制。大型间隙工具是解决问题的一种方法,但它们成本高昂,制造耗时,且边缘脆弱,容易磨损和损坏。金刚石铣削是处理大方位角坡度的另一种可能性,但这通常是以减少与长周期相关的表面粗糙度和表面形状误差为代价。
在名为《Single-Point Diamond Turning of Features with Large Azimuthal Slope》的论文中,Meta介绍了一种利用具有垂直Y轴的金刚石车削机的多轴运动,并通过传统金刚石车削工具车来车削陡峭方位角斜坡的过程。
......(全文 1251 字,剩余 907 字)